
18072885002






Understanding the Industry Logic Behind Material Iteration
Looking back at the industry's development over the past century, the evolution of ceramic membrane materials has never been a technological gimmick, but rather an inevitable result of successive advancements. This article traces the complete development history of ceramic membranes, dissecting the underlying logic from the exploration of multiple materials, the popularization of alumina, the implementation of domestic production, and the iteration to silicon carbide, thus gaining an understanding of the major trends in the inorganic membrane industry.
I. Origins from the Military Industry: The First Exploration Born from " Special Separation " (1940s)
The ceramic membrane was not developed for water treatment, but rather to serve the separation of isotopes in the nuclear industry. At that time, the industry urgently needed a carrier that was physically and chemically stable, did not react with the medium, had extremely small pore size, stable structure, and could operate for a long time under harsh conditions. The ceramic membrane just met this requirement.
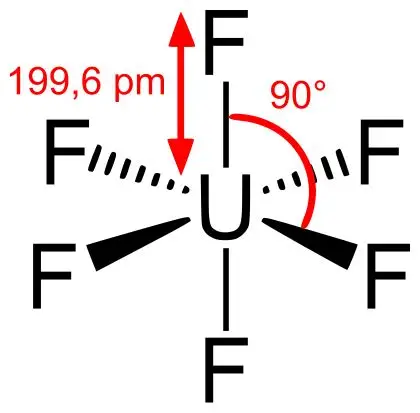
Image: UF₆ (uranium hexafluoride)
The ceramic membranes developed at this stage were merely special materials used in laboratories. Their pore size control was coarse and their separation precision was low, making them completely unsuitable for industrial liquid water treatment. However, they laid the foundation for the core characteristics of "stability and corrosion resistance" in subsequent ceramic membrane technologies.
II. The emergence of alumina ceramic membranes: solving the "from 0 to 1" problem in industrial water treatment (1960s-1990s)
With the rapid development of global industry, the demand for liquid clarification and material separation in the food and beverage and basic chemical industries has exploded. Traditional plate and frame filtration and filter paper are not precise enough and are easily contaminated. The industry urgently needs a reusable and washable inorganic filter material, and ceramic ultrafiltration membranes have emerged to meet this need.
After benchmarking against various inorganic materials, alumina has become the optimal choice for civilian industrial applications. While it is not the highest-performing inorganic material, it has significant advantages in mass production: abundant bauxite reserves, low material costs, mature low-temperature sintering technology, high degree of standardization of finished products, balanced physicochemical properties under normal operating conditions, and controllable production and maintenance costs throughout the entire lifecycle. It is an inorganic membrane material suitable for large-scale global deployment.
Alumina ceramic membranes have successfully addressed the fundamental requirements of " stability and reusability " in industrial filtration, becoming the first ceramic membrane to achieve true industrial application.
III. Industrial Localization: Domestic Alumina Ceramic Membranes Achieve Independent Mass Production (Early 21st Century)
In the early 21st century, domestic demand for industrial filtration surged. However, alumina ceramic membranes were completely monopolized by overseas suppliers, resulting in high costs and delayed after-sales service. Therefore, the domestic substitution of inorganic membranes became a necessity for the industry. Domestic research institutions and enterprises collaborated to achieve independent mass production of domestically made alumina ceramic membranes. Domestic production significantly reduced application costs and filled gaps in the local industrial chain.
The significance of domestically produced alumina membrane:
- This significantly reduces the application cost of ceramic membranes in conventional water treatment scenarios, making inorganic membranes more affordable for more companies.
- This has promoted the maturity of the domestic ceramic membrane industry chain and accumulated a technological foundation for subsequent research and development of high-end materials.

Image: Alumina ceramic membrane (Source: Walkering)
However, its core performance shortcomings have not been overcome. It is still difficult to operate stably for a long time in the face of high salt, high temperature and strong acid-base coupling conditions in industries such as new energy and salt lake chemical industry. The high-end market is still occupied by overseas special membrane materials.
IV. Breakthrough of Silicon Carbide Ceramic Membranes: Solutions Tailored for " Extreme Working Conditions " (Over the past decade)
In the past decade or so, the lithium battery, lithium extraction from salt lakes, and semiconductor industries have emerged, creating wastewater with five extreme coupled conditions: high salinity, high temperature, strong acid and alkali, high organic matter, and high solid particles. Alumina is stable under normal operating conditions, but its flux decays rapidly under extreme conditions, making it unsuitable for enterprises' continuous low-downtime production needs, highlighting the shortage of high-end dedicated inorganic membranes.
Based on the stringent requirements of high-end operating conditions, and through industry breakthroughs in high-temperature sintering technology, silicon carbide ceramic membranes have been developed. They fully inherit the core advantages of inorganic membranes, such as long lifespan, high reliability, ability to retain suspended organic matter, and repeated cleaning capability. With a superior crystalline pore structure, they are suitable for various extreme and complex water qualities, addressing the shortcomings of alumina membranes in operating conditions.

V. Future Industry Trends: Driven by both policy and compliance, inorganic ceramic membranes are poised to become the long-term mainstream trend.
Conventional ultrafiltration membranes show no significant difference in their ability to retain pollutants, and selection is largely based on cost and maintenance habits; however, the long-term trend of the industry is determined by both national industrial policies and global PFAS compliance.
National industrial policies are empowering the industry: high-performance ceramic membranes are included in the national key new materials and environmental protection encouraged equipment catalogs. Two types of ceramic membranes are included in the priority procurement list of key new materials; zero-emission ceramic membrane technology upgrading projects receive subsidies of up to 30 million yuan per project; the 14th Five-Year Plan special project continues to support the research and development of domestic membrane materials. Coupled with dual-carbon development, water resource reuse, and environmental protection upgrades, the industry's selection criteria have shifted from "usable" to "durable and low-maintenance", with clear national guidance: ceramic membranes are preferred for complex water treatment, and the localization of high-end membrane materials is being promoted.
PFAS compliance: With PFAS regulations implemented in Europe and the United States, domestic controls are gradually tightening. Commercial organic membrane production often involves the addition of fluorinated additives, posing a PFAS pollution risk throughout its entire lifecycle. Leading companies have gradually phased out fluorinated organic filter materials.
Inorganic ceramic membranes are produced without fluorine, are stable in properties, have no PFAS compliance risks, have a service life 3-5 times that of organic membranes, and generate less solid waste. They meet green production requirements and will become the mainstream choice for mid-to-high-end filtration in the medium to long term.
Company Introduction - JMFILTEC focuses on the research and development of silicon carbide ceramic membranes
Zhejiang Jianmo Technology Co., Ltd. is committed to developing the most robust and durable silicon carbide membrane materials. The founding team started related R&D work on silicon carbide membrane materials in 2011, and has now been granted 8 invention patents, applied for nearly 50 invention patents, and 6 PCT patents.
As a national high-tech enterprise and a "specialized, refined, and innovative" enterprise in Zhejiang Province, JMFILTEC has always adhered to the development philosophy of "customer-centric and technology-driven", striving to create world-class silicon carbide membrane products. Currently, the company's products cover tubular membranes, flat-sheet membranes, column membranes, and other derivative equipment, widely used in drinking water purification, reclaimed water treatment, seawater desalination, chemical process separation, salt and chlor-alkali chemical production, mine water treatment, semiconductor microelectronics, food and pharmaceutical impurity removal, lithium extraction from salt lakes, new energy cathode and anode production, photovoltaic waste liquid recycling, and oil shale gas extraction, among many other fields. With its core advantages of strong corrosion resistance, high throughput, long lifespan, and easy cleaning, it has gained recognition from customers and the market, making it highly competitive in the international market.

Have you ever encountered situations on-site where "organic membranes couldn't withstand the load, and alumina membranes weren't stable enough"? What other questions do you have regarding the application, maintenance, and cost comparison of silicon carbide membranes? Feel free to contact us.
If this issue receives a positive response, we will use it as a starting point to launch the "General Knowledge of Membrane Materials" column, with subsequent articles providing detailed explanations.